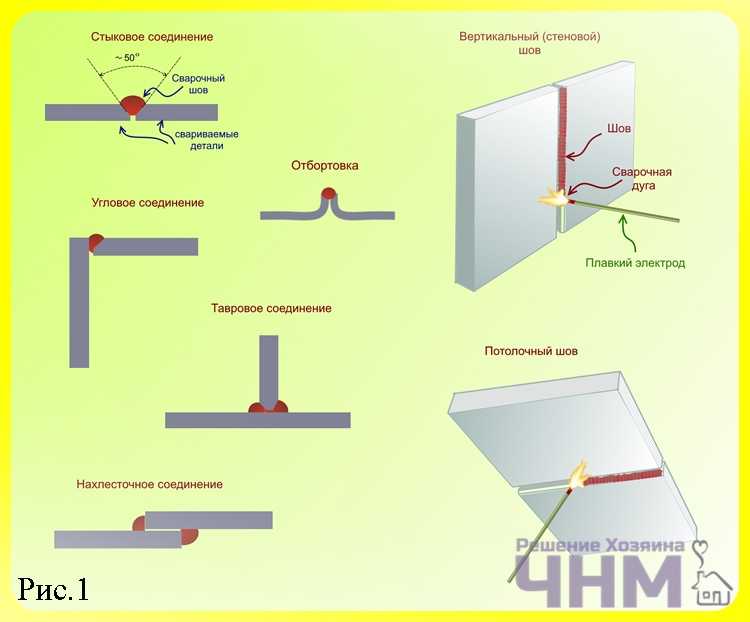
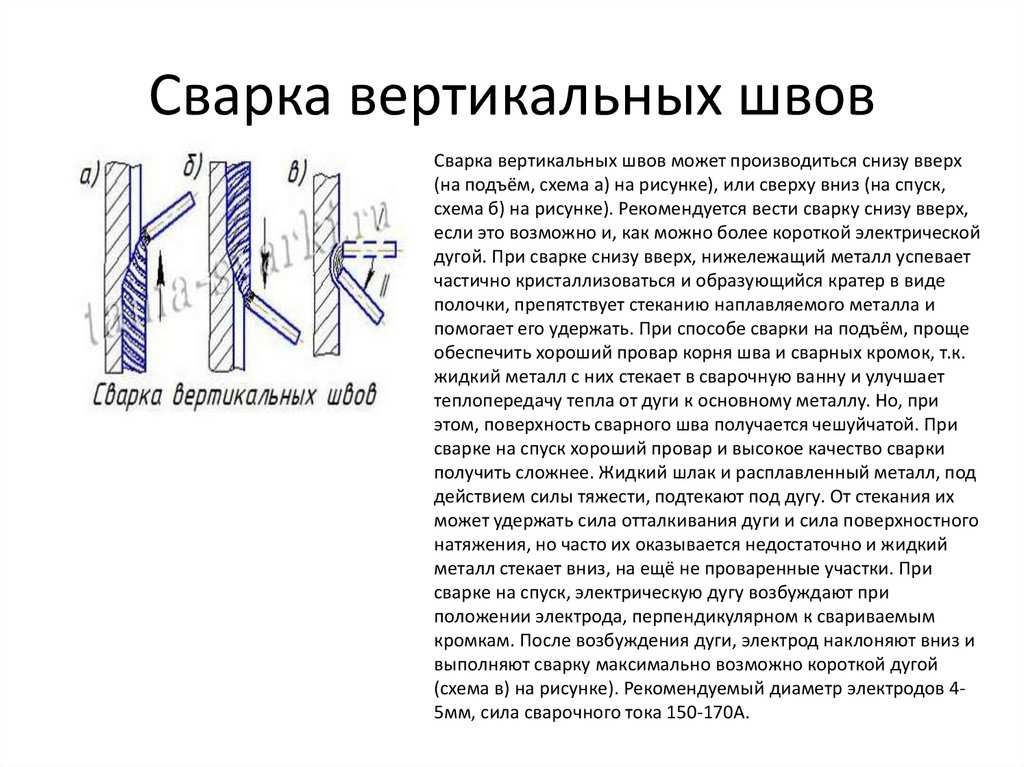
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
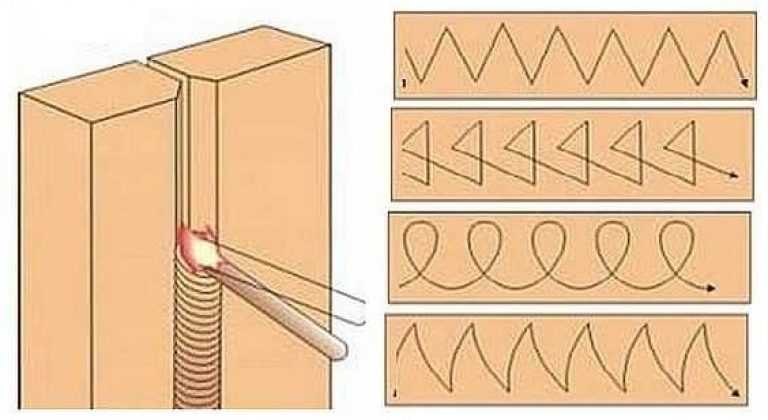
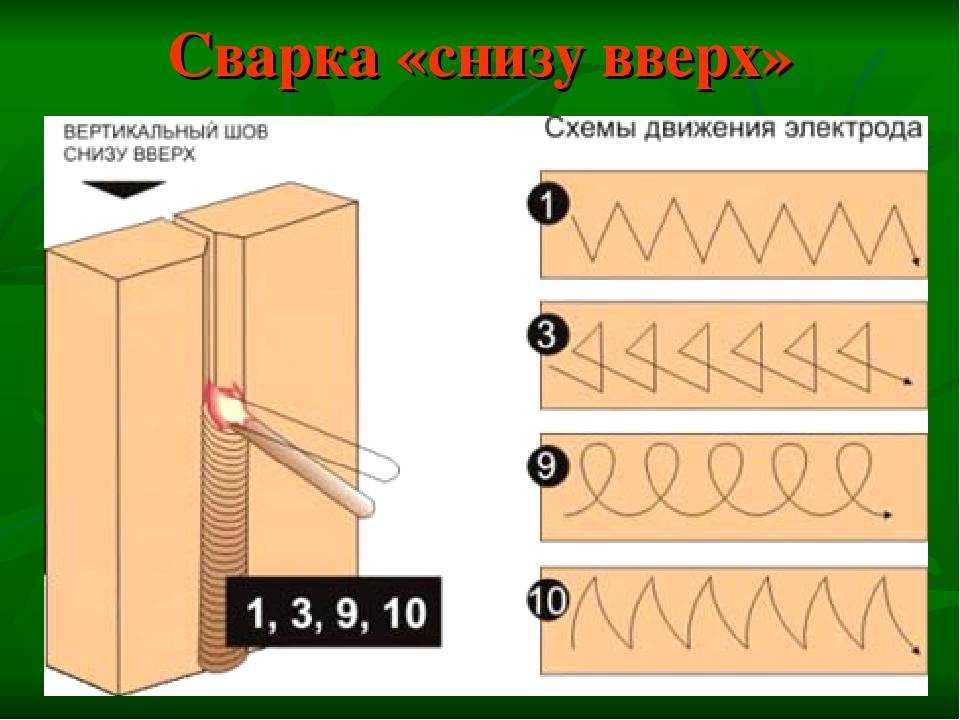
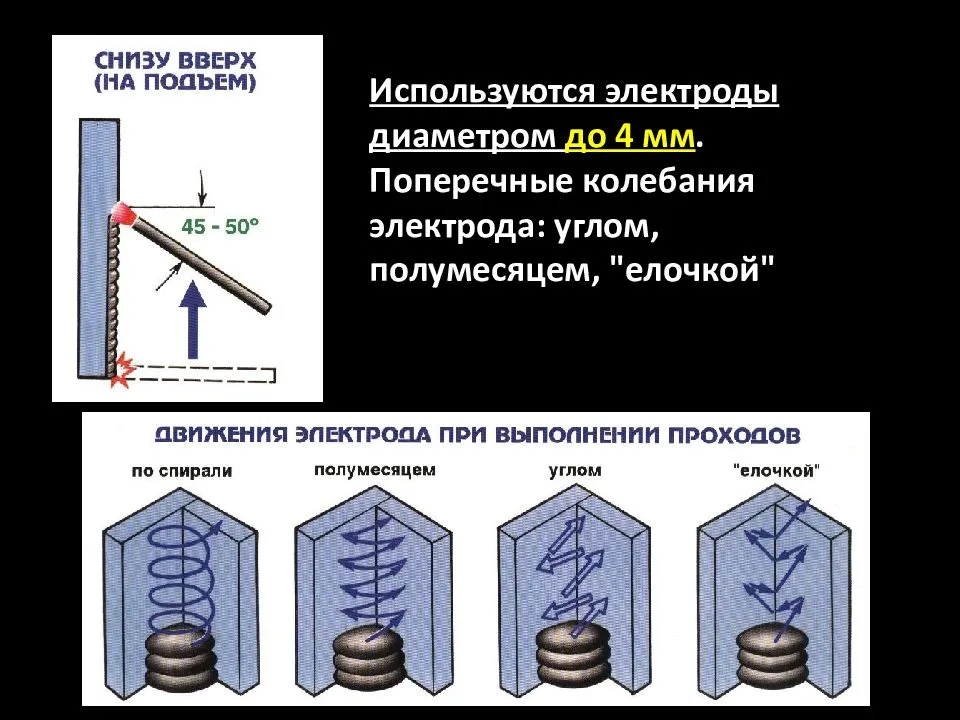
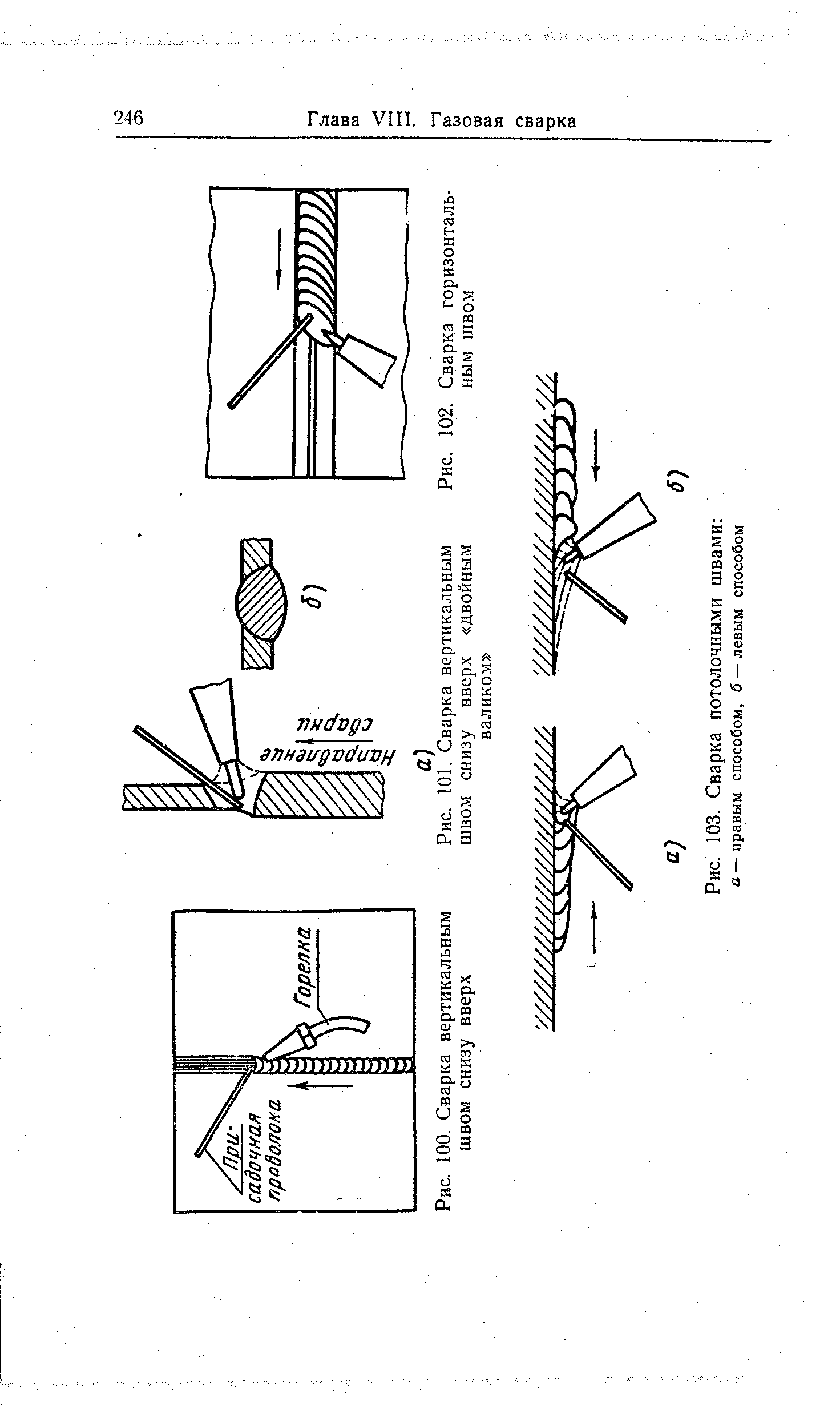
Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру
Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой
Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
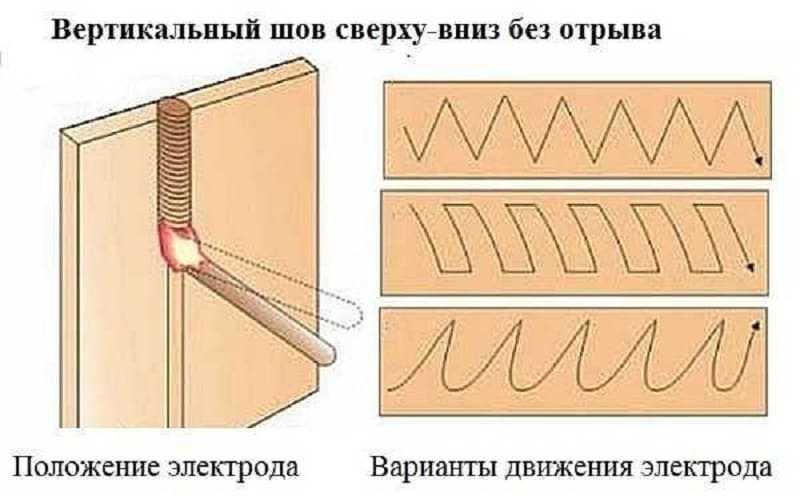
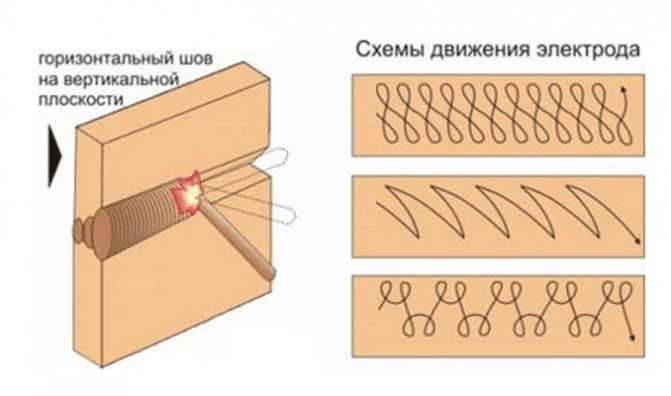
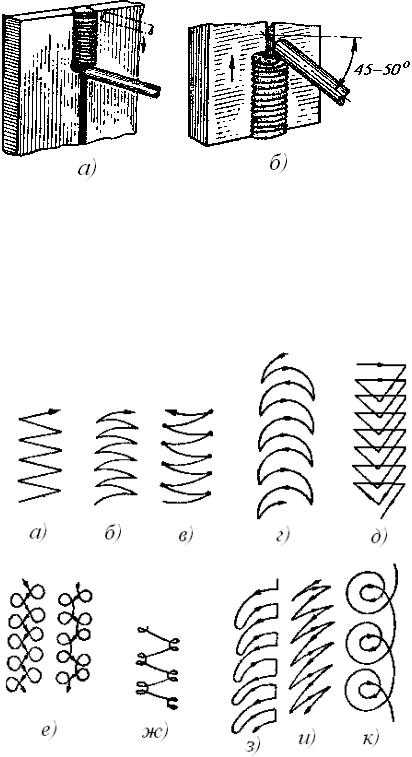
 Движение электрода при сварке вертикального шва
Движение электрода при сварке вертикального шва
Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Идеальный угол или облом
Не пугайтесь, все в порядке! Обломом в архитектуре называется декоративный элемент различный по своему поперечному сечению.
Многие слышали такие термины:
- Карниз;
- Потолочный плинтус;
- Багет;
- Бордюр.

Потолочный плинтус
Однако, профессиональные строители, обычно называют этот элемент – галтель (она же планка, прикрывающая стык между стеной и потолком).
Существует множество материалов, из которых изготавливают этот декоративный элемент. Это может быть и классическая гипсовая лепнина (есть мастерские, которые до сих пор делают ее вручную), и дерево, и современные пластиковые галтели, и даже роскошный мрамор.
В зависимости от материала отличаются и способы монтажа. Если пластиковые детали приклеиваются, то дерево, гипсовая лепнина и другие более тяжелые материалы крепится на гвозди или шурупы.

Галтель на потолок
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.
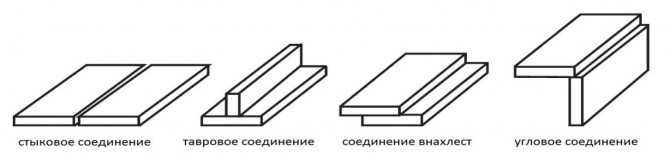
Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно. Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
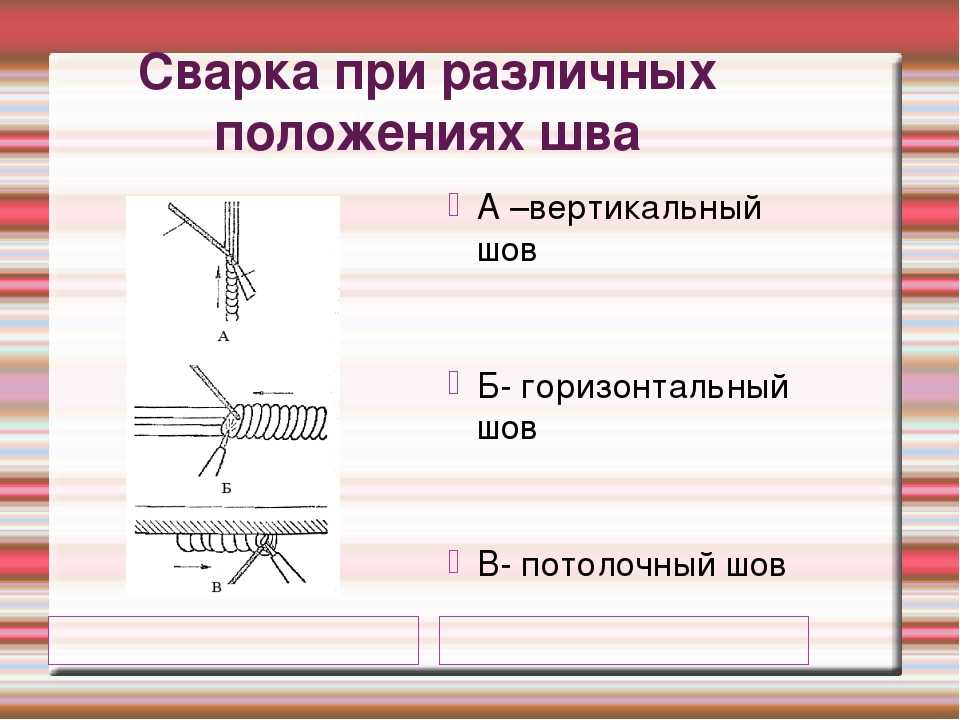
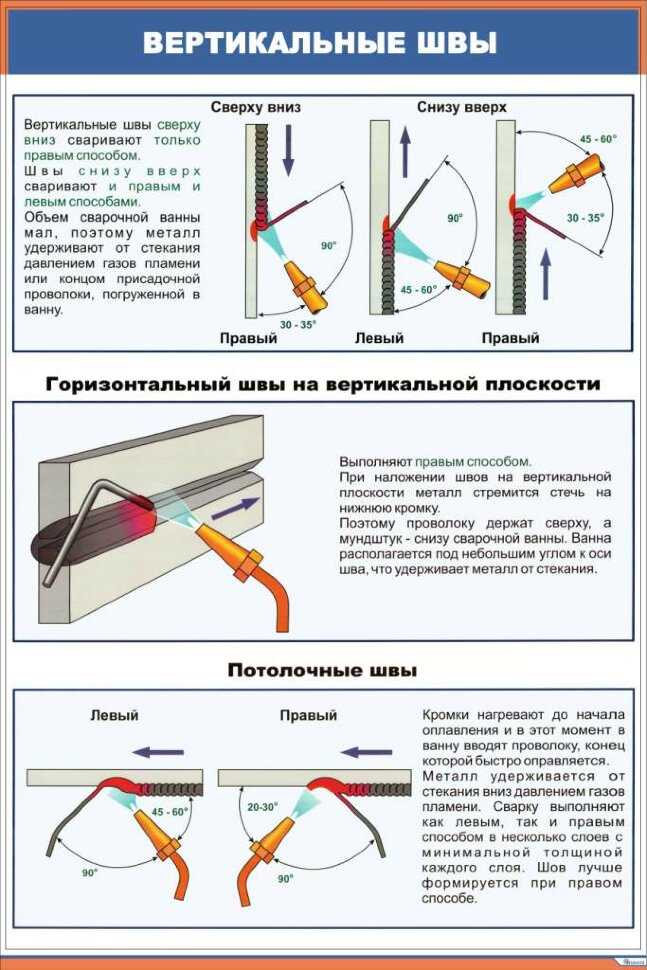
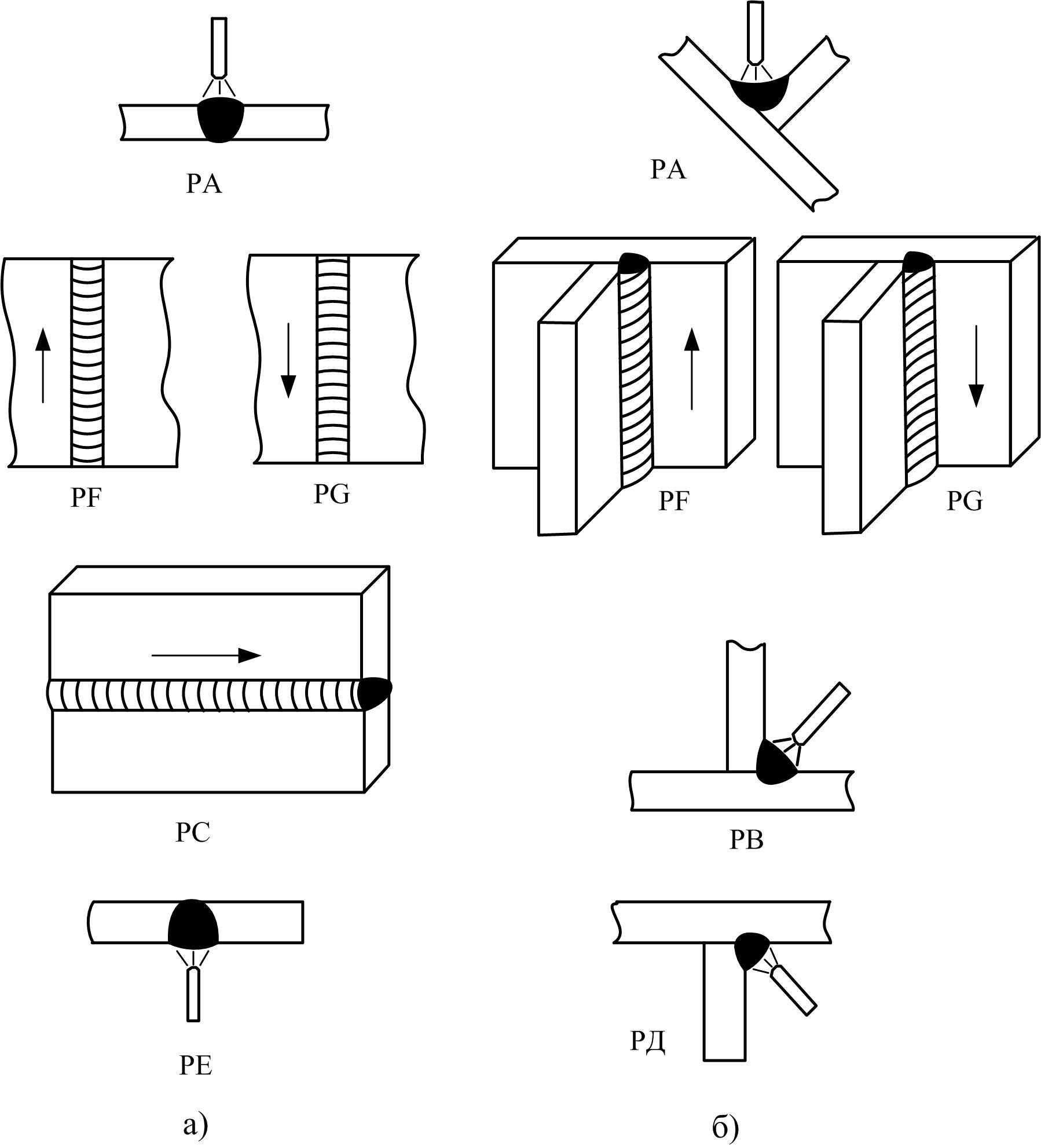
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
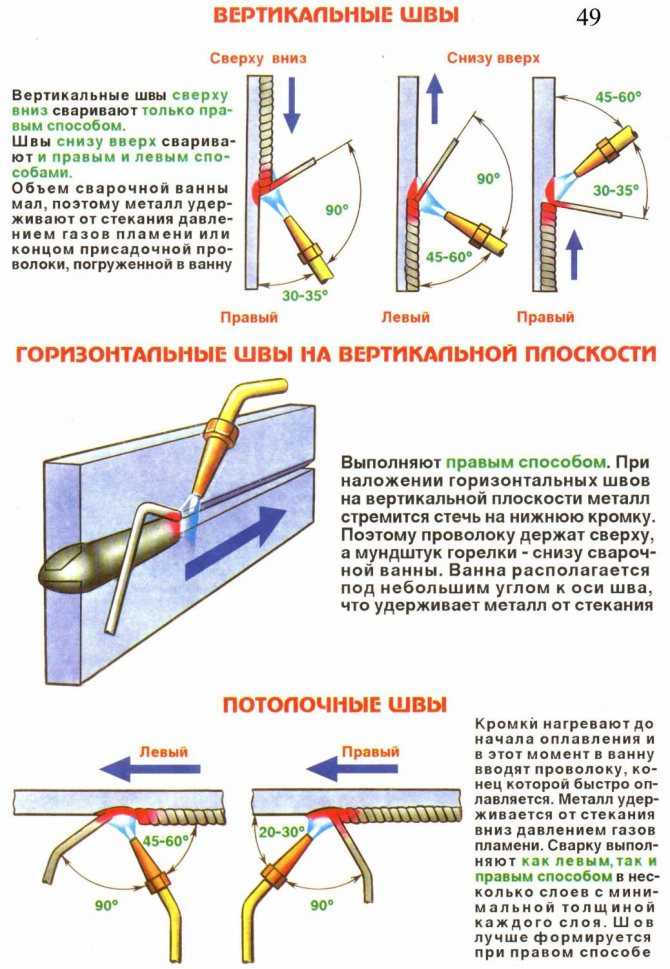
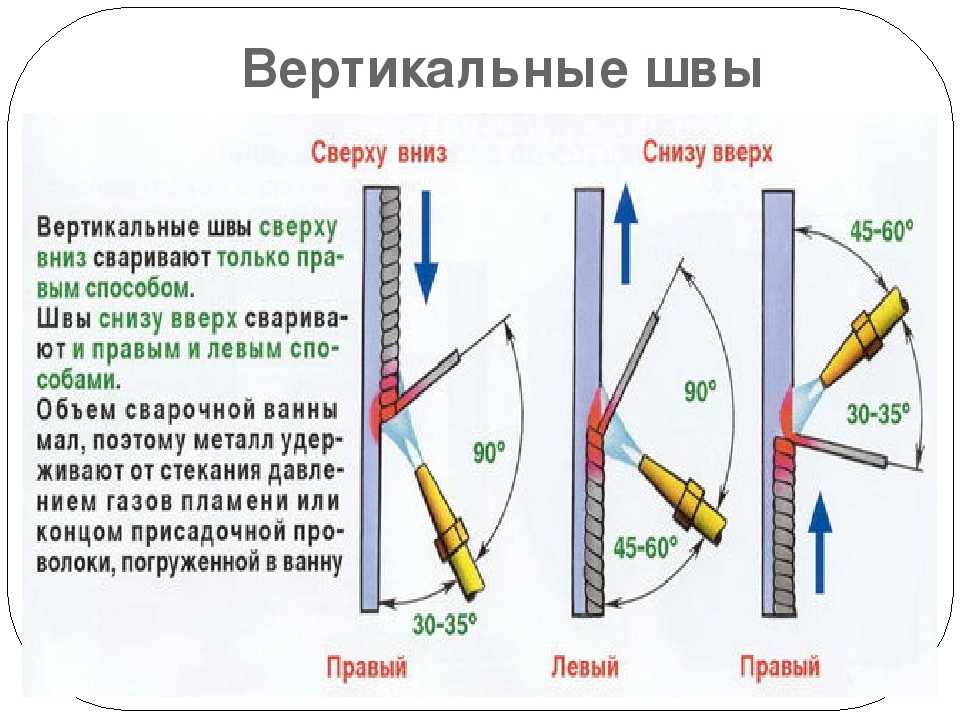
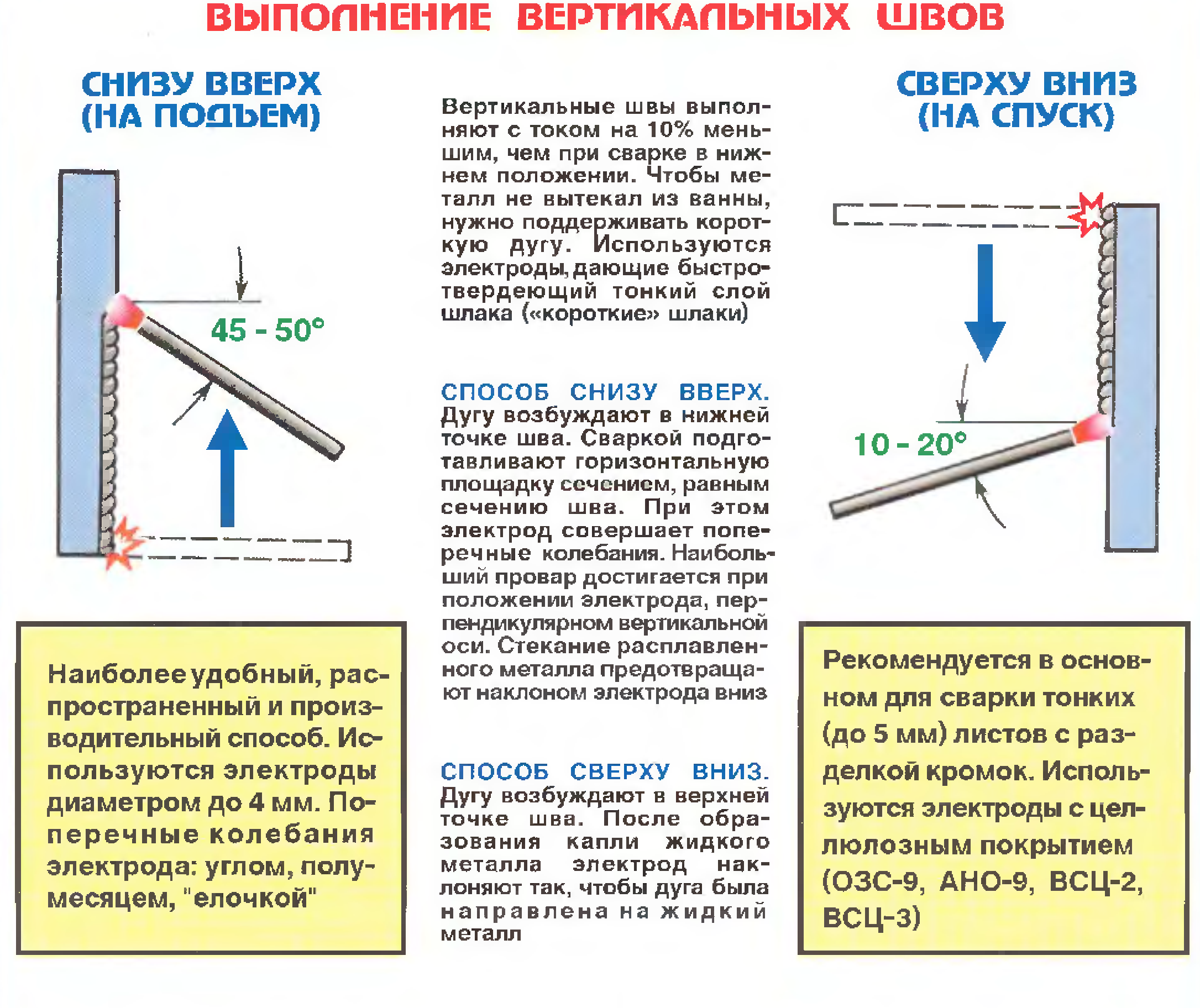
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
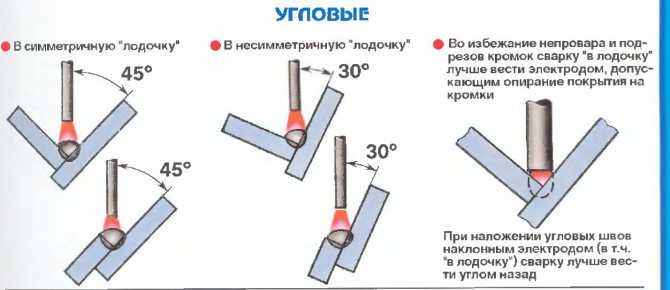
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
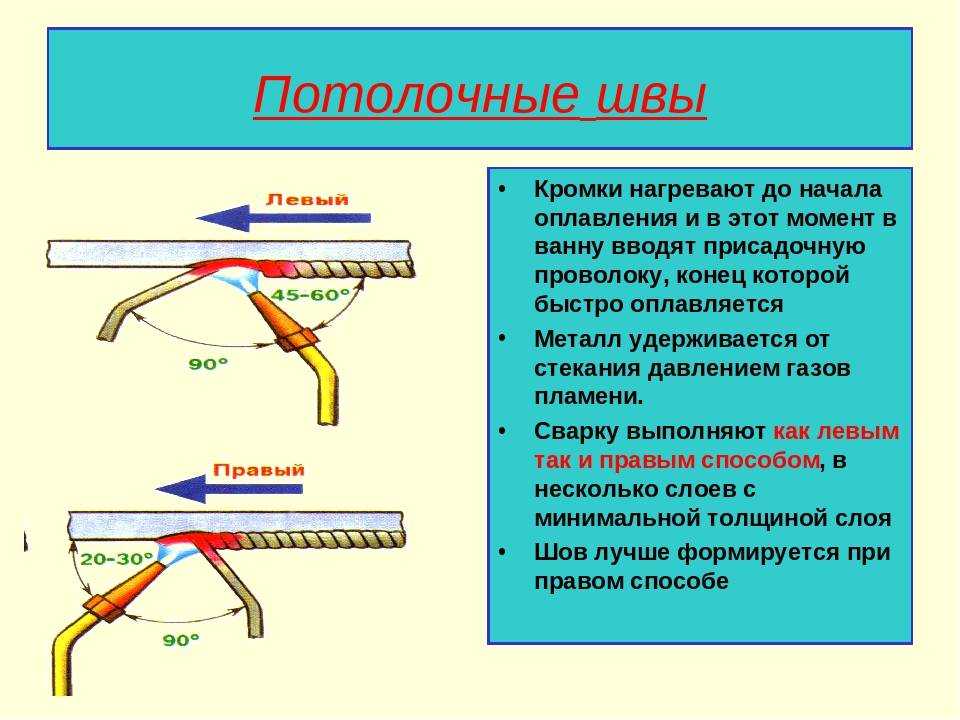
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Наиболее оптимальная технология
Лучшим для сварки угловых соединений считается метод «в лодочку». Такая технология позволяет дуге доставать до корня. При этом нужно правильно закреплять заготовки. Угол между свариваемыми краями должен быть прямым.


Сварку начинают снизу, постепенно сдвигая сварочную ванну вверх. Перед тем как варить, нужно изучить схему движения стержня. При толщине деталей менее 1,4 см скашивать кромки необязательно. Края более толстых заготовок срезают.
При большей величине шов должен быть многопроходным. На первом этапе проваривают корень, используя тонкий электрод. После этого выполняют следующие проходы.
Классификация швов
Соединения классифицируют и по способу сопоставления кромки. Они бывают тавровыми, внахлест, встык или точечными.
Рекомендуем ознакомиться
Существующие виды сварных соединений
Соединение внахлест
Этот метод применяется при работе с тонким листовым металлом. Шов проваривают с обеих сторон, чтобы в него не проникала влага, не появлялась ржавчина.
При отклонении в большую или меньшую сторону основная масса расплава смещается. Прочность соединения снижается или сварочный шов вовсе не образуется.
Сварка внахлест.
С примыканием краев к одной точке
Такой метод применяется при работе с листовым металлом или торцами труб. Заготовки устанавливают на расстоянии 1-2 мм друг от друга, закрепляют струбцинами.
При сварке зазор заполняется плавящейся проволокой. Тонкие листы сваривают без дополнительной подготовки (очищение от ржавчины считается обязательным всегда).
При работе с толстыми деталями делают двойной или одинарный шов, кромки разделывают такими способами:
- Края заготовок толщиной 4-12 мм обрабатывают любым методом. Удобной считается односторонняя разделка. Толстые детали срезают в виде буквы V. U-образная разделка – более сложный способ, применяемый реже. При повышенных требованиях к качеству шва и толщине более 8 мм кромки зачищают с обеих сторон.
- При сварке деталей более 12 мм требуется двойное соединение. Такой слой металла не получится равномерно прогреть с одной стороны. Края обрезают с 2 сторон, формируя подобие буквы X. Применять V- или U-образные методы нецелесообразно: для заполнения зазоров потребуется больший объем расплава. Расход электрода увеличивается, скорость работы падает.
Если толстые детали будут соединяться с односторонней разделкой, расплав наносят в несколько подходов. Такие швы называются многослойными.
Тавровое соединение
Такой способ подразумевает установку в форме буквы Т. Соединение формируется как с одной, так и с обеих сторон.
Разделка кромки выполняется в зависимости от толщины деталей:
- при показателе до 4 мм обработка не требуется;
- если толщина составляет 4-8 мм, делают двойной шов без разделки;
- слой металла в 4-12 мм требует формирования одинарного шва с односторонней разделкой;
- при работе с деталями толщиной более 12 мм требуются двусторонняя обработка.
Угловой шов считается разновидностью таврового. При его формировании следуют тем же рекомендациям: тонкие листы варят без обработки кромок. При большей толщине снимают часть одной или обеих сторон.
Тавровое соединение сварочных швов.
С разделкой кромки или без нее
Для правильной сварки угловых соединений требуется тщательная подготовка краев элементов. Стыки тонких деталей не нуждаются в дополнительных мерах.
Сварные швы с разделкой кромки.
Подложка необходима для удержания присадки, повышения прочности шва. При двусторонней разделке конус кромки делают усеченным. Это защищает края от наплывов и прожогов.
Как правильно сварить металл?
Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
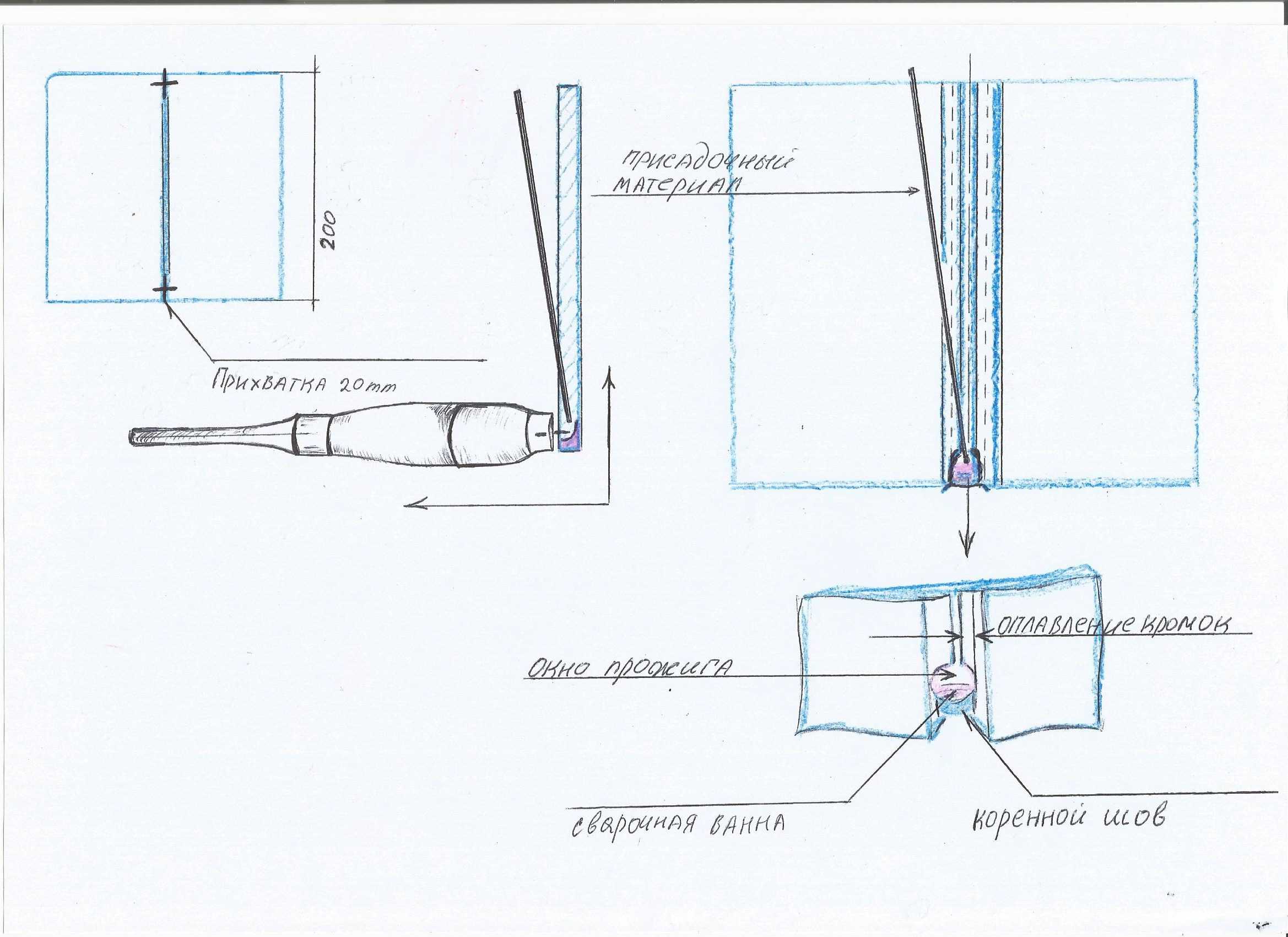
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание. 2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла
Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
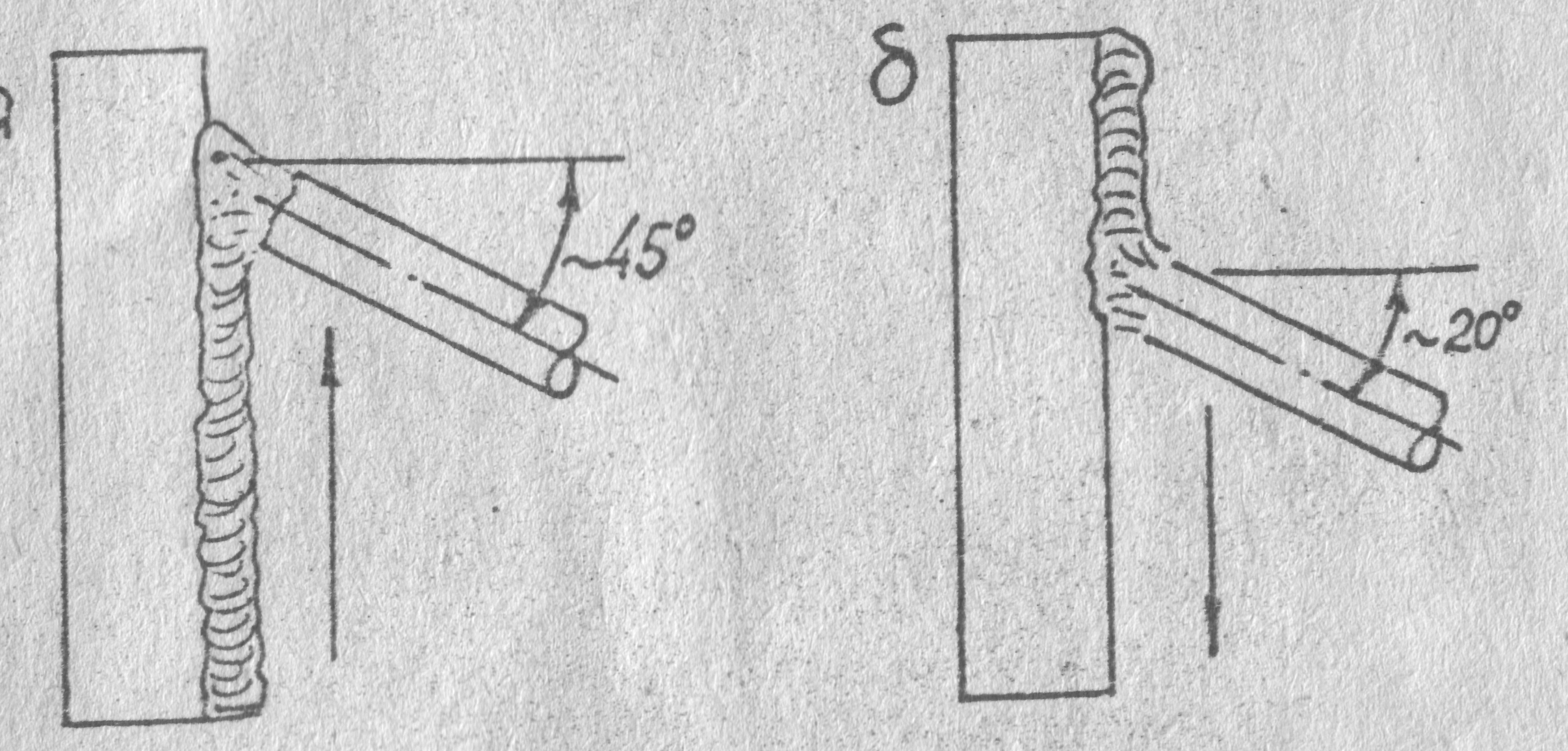
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Способы соединения
Выбор способа соединения на пайку в труднодоступных местах (вблизи от потолка, например) определяется рабочим диаметром прокладываемых трубных каналов. При монтаже труб диаметром до 50-ти миллиметров, как правило, применяется стыковой метод (правда, в быту он используется крайне редко).
При работе с трубными заготовками с основным типоразмером свыше 40 мм применяется раструбный способ их состыковки. Для реализации этого приёма исполнителю потребуется особый сварочный механизм с центрирующим приспособлением.
В случае так называемого «седельного» сочленения к трубе встык (под прямым углом) приваривается раструбное седло, которое вместе с трубным отрезком образует Т-образный переходник.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).


Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
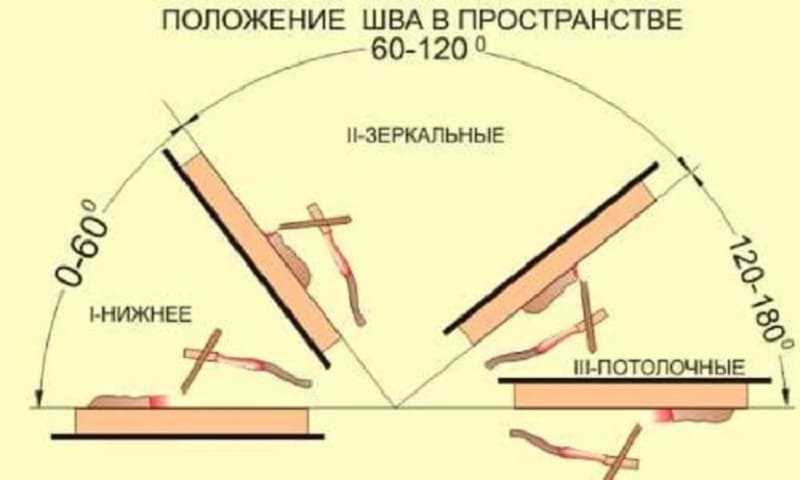
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
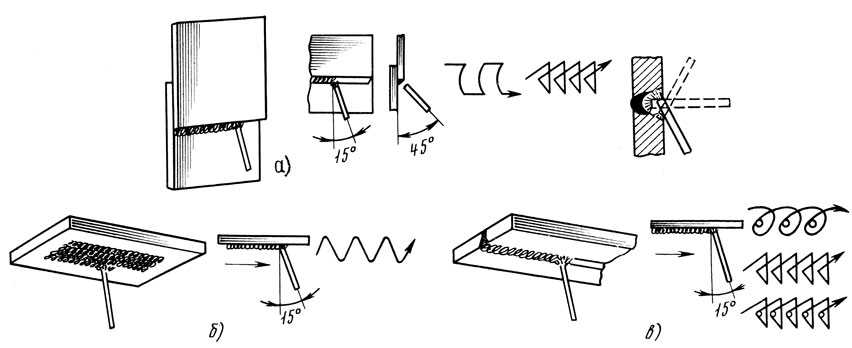
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства
Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Основы сварки с помощью электрической дуги
Чтобы сделать надежное сварное соединение и правильно положить расплавленный материал электрода, необходимо пристальное внимание уделить началу проведения работ. Лучше всего начинать осваивать данную работу под присмотром опытного сварщика, который позволит избежать наиболее типичных ошибок и посоветовать в случае необходимости
Соединяемые между собой детали должны быть жестко закреплены. В связи с тем, что работа производится при высокой температуре, необходимо предусмотреть все меры, касающиеся противопожарной безопасности. Поблизости от себя необходимо установить ведро с водой. Не следует выполнять работы на основании из древесины.



Заземляющий зажим закрепляют на свариваемых элементах. Перед этим следует внимательно проверить качество его изоляции. Если она повреждена, пользоваться данным кабелем не следует. Кроме того, он должен быть надежно закреплен в специальном зажиме.
Грамотно выбранные настройки оборудования позволяют накладывать электрод плавно и равномерно, за счет чего производится наплавление металла на свариваемые элементы.
Когда все эти подготовительные работы завершены, осторожно зажигают дугу. Делать это нужно следующим образом: электрод держат под углом к заготовкам примерно 60 градусов, его медленно ведут по поверхности металла вплоть до появления искр
Затем им слегка касаются заготовок и отводят от них на расстояние примерно 5 мм, образуя тем самым электрическую дугу.
Такой зазор придется выдерживать в течение всего времени работы. Если все было сделано правильно, электрод начнет постепенно расплавляться и выгорать, поэтому его придется медленно подводить к заготовкам, сохраняя тем самым требуемое расстояние. Ближе подводить его не следует, так как он может прилипнуть. Если дуга не возникла, придется увеличивать силу тока на оборудовании.

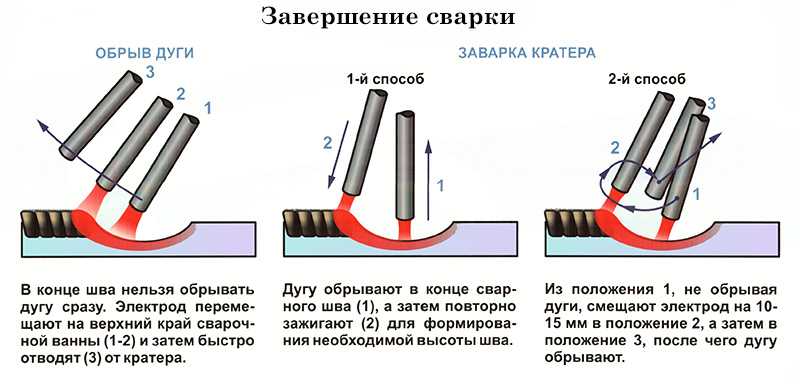
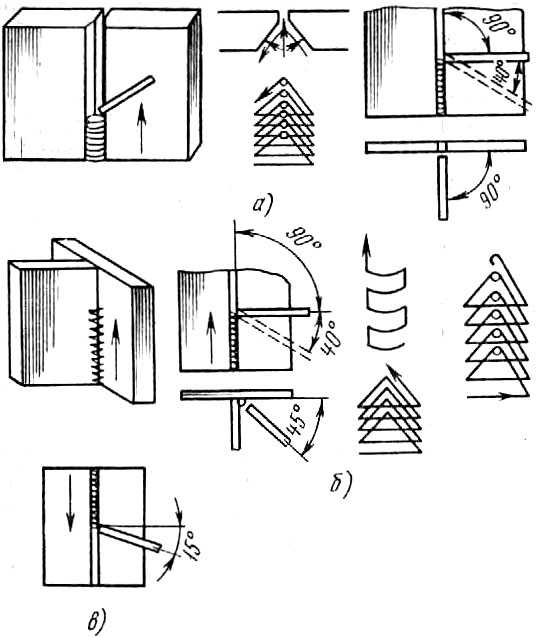
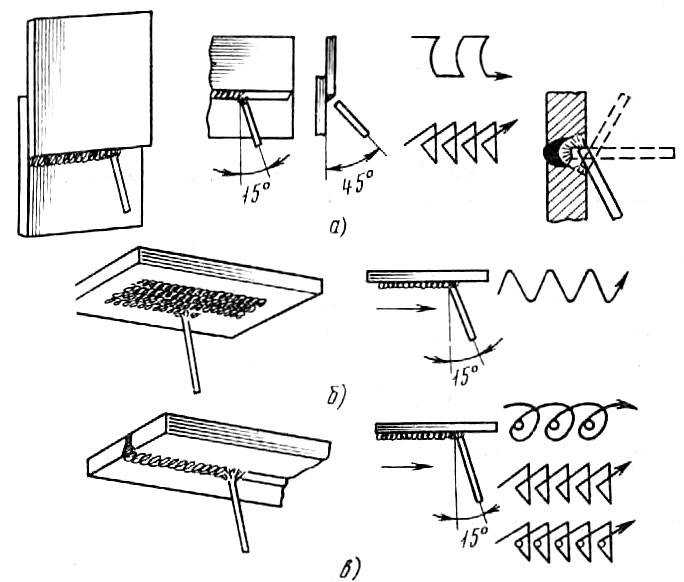
Сварка корневого валика (рис. 51)
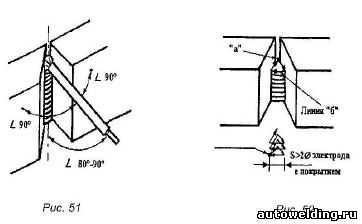
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
1. Сварка «треугольником» (рис. 52) позволяет получить хорошее проплавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е. точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом. Это необходимо для качественного зажигания нового электрода. Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов. Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80…90 А при V-образной разделке.
2. Сварка «елочкой» (рис. 53) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик. Техника сварки следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и.подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60…90 А, для X-образной разделки — 90…100 А.
3. Сварка методом «лестница» (рис. 54) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным подъемом. Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках — максимальная, переход — более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А — для V-образной разделки кромок и средний 90-100 А для Х-образной. Сварочный процесс вести непрерывно (исключение — замена электрода и сварка тонкого металла).
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке (рис. 55). Первый проход (из положения 1 в положение 2) следует производить быстро.
Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру. При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку. Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку, что позволяет сформировать обратный валик без «ямочек» на месте стыковки электродов. Как только дуга начнет в основном гореть с лицевой стороны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависимости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти по предыдущему проходу.
При корневом валике малого сечения (сварка «лестницей») после первого прохода по краю кратера необходимо (не допуская зашлаковки в зазоре) сразу перемещать электрод в точку 4 (в зазор).
Возможные дефекты
При недостаточном опыте сварщика или использовании недостаточно качественного оборудования и расходных материалов неминуемо возникают дефекты. Некоторые из них существенно снижают качество шва и требуют переделки, другие имеют скорее эстетический характер. Наиболее распространенные дефекты – это неравная ширина шва и заполнение «где густо, где пусто».
Также причиной дефекта может оказаться неверно подобранная сила тока, длина дуги или скорость прохождения электрода. На рисунке показано, как эти оплошности влияют на качество шва.
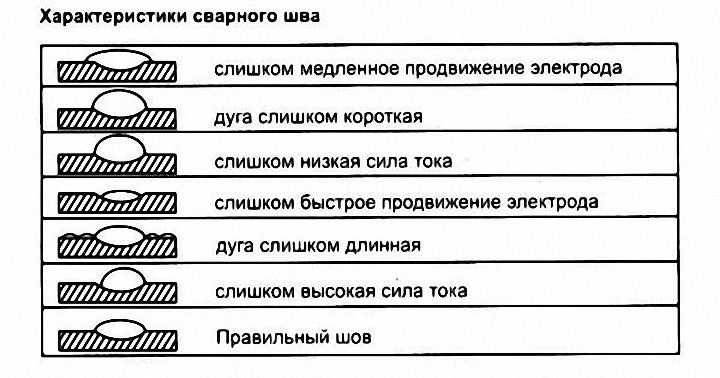
Также у начинающих сварщиков часто получаются не проваренные на всю глубину швы и т.н. подрезы (канавки в металле вдоль шва), прожоги, поры в металле, трещины. Если обнаружено слишком много дефектов, лучше срезать шов и наложить заново.
При внимательном и критичном отношении к своей работе быстро накапливается опыт. И тогда швы будут все более ровными, прочными и красивыми.