Как правильно паять медные трубы
Специалисты подчеркивают, что технология пайки медных труб легка в реализации, однако все же стоит правильно подготовиться, а также заблаговременно изучить нужные инструменты, разновидности медных изделий, способы паяния деталей и особенности проведения сварки.
В основном все инструменты, каждый мастер сможет найти у себя дома, в крайнем случае, приобрести в ближайшем магазине сантехнического оборудования:
медные трубы – в продаже есть разных диаметров и с разными толщинами стенок;
фитинги – соединительные элементы;
припой – выбирается в зависимости от выбранного способа сварки, бывает из олова для мягкого припоя или более твердые сплавы (BCuP и BAg) для твердых припоев;
флюс – улучшает капиллярные свойства металлов;
горелка – при выборе горелки основным, на что обращают внимание, является не цена, а наличие пьезоподжига, которое облегчит использование инструмента;
щетка со стальной щетиной и шкурка – удаляет зазубрины на поверхностях;
жаропрочные прокладки.
Виды труб и особенности использования
Сварка медной трубы во многом зависит от способа производства изделия:
- Отожжённые – после того как аппарат сформировал полую форму будущего изделия, ее помещают в специальную камеру и подвергают дополнительному прокаливанию под температурой свыше 700 градусов. Благодаря этому изделие начинает обладать дополнительной функцией гибкости, что позволяет использовать такие трубы практически без дополнительных соединительных приспособлений. Однако этот вид конструкций становится менее прочным от дополнительной обработки. Отожжённые трубы продаются в бухтах от 25 до 50 метров.
- Неотоженные – не подвергаются дополнительному нагреванию, поэтому совершенно не гнуться, зато конструкции из этих арматур обладают хорошей прочностью. Продажа производится отрезками по 3 метра.

Согласно ГОСТу в медных трубах должно содержаться 99% меди, что и делает их такими дорогостоящими. Также для сварки систем отопления могут использоваться оребренные трубы, которые делятся:
- Монометаллические – особенность их производства в том, что они в процессе литья обрели ребра. Такой вид надежен и долговечен, в особенности для теплообмена и герметичности.
- Биметаллические – сплав таких труб получается отдельной выплавкой медной трубы и ребер, далее соединение проводится путем дополнительного накатывания алюминиевой или медной пластины с выдавливанием или накручиванием ребер.

Ребренные трубы широко используются в отопительных системах, так как обладают отличной герметичностью и теплопроводимостью.
Типы и способы соединения
Сварка медных труб проводится двумя способами:
- Под опрессовку – в соединительных элементах сразу встроена резиновая прокладка, а для использования фитингов потребуются специальные клещи. Способ реализуется редко, так как считается менее надежными.
- Капиллярный — реализуется для сварки с использованием мягкого или твердого припоя. Сварочное соединение при таком способе прочное и долговечное.

Разновидности фитингов. Капиллярная пайка производится двумя методами:
- Низкотемпературный – происходит с использованием припоя, плавление которого происходит при температуре ниже 450 градусов, чаще к таким припоям относят олово или свинец. Основной недостаток – способ менее прочный, чем высокотемпературный, а главное преимущество – мягкий способ пайки безопасен как для мастера, так и для трубы.
- Высокотемпературный – здесь используются тугоплавкие металлы (серебро, медь или другие), температура плавления которых превышает 450 градусов, однако не превышает температуру плавления меди. Плюсом сварки высокотемпературного типа будет устойчивость к любым воздействиям, а минусом проявление хрупкости металла труб из-за их отжига. Чтобы избежать потери прочности, нельзя остужать сваренную конструкцию искусственными методами.

Мягкий способ сварки строго запрещен для газопроводов.
Виды и особенности медных труб
Существует два вида медных труб, различающихся в зависимости от методики изготовления. Зачастую они обладают идентичным составом, но отличаются между собой физическими свойствами.
- Отожжённые трубы;
- И неотожжённые;
Первые представляют собой эластичные и податливые трубки из меди, которые поставляются целыми бухтами. Такая разновидность намотки напоминает шланг, и подтверждает высокую гибкость изделия. Это качество является важнейшим при прокладке водопроводных коммуникаций, а также при других видах работ.
Гибкость позволяет придавать трубке желаемые очертания, без применения дополнительных деталей в составе конструкции. Чем меньше соединений содержит конструкция, тем ниже материальные и трудовые затраты. Отожжённые трубы являются не такими прочными, как неотожжённые, но даже этой жёсткости вполне достаточно, чтобы использовать их для прокладки водопроводного сообщения в частных строениях.

Неотожжённые изделия получают посредством стандартизированной методики изготовления. Они поставляются в виде прямых отрезков, поскольку чрезмерная жёсткость не позволяет наматывать их в бухты. Соединение таких коммуникаций осуществляется при помощи обжимных фитингов.
Эта разновидность труб стоит дешевле, но необходимость докупать фитинги и другие детали, сводит на нет более низкую стоимость. Высокая прочность имеет значение только при использовании в промышленных трубопроводах, при работе в условиях критических температур и давления.
В соответствии с существующими стандартами, все медные трубы также принято разделять на три вида, в зависимости от их физических характеристик, это:
- Твёрдые;
- Полутвёрдые;
- И мягкие трубы;
Вне зависимости от технологии изготовления, к конечной продукции применяются одинаковые требования. Она должна быть без видимых повреждений и дефектов, обладать такими качествами, как герметичность и цельность.
Подробное описание пайки медных труб
В первую очередь осуществляются подготовительные процедуры. Они очень важны, поскольку детальная подготовка к процессу пайки способствует получению более качественного результата при монтаже трубных коммуникаций. Также не будет лишним просмотреть видео на соответствующую тематику в интернете.
Сюда относится:
- Нарезка трубок необходимой длины, в соответствии с проектом;
- Очистка заготовок как с внешней, так и с внутренней стороны. Здесь могут быть заусенцы, неровности, жир или налёт;
- Создание раструба – расширение трубки, в которую будет вставляться другая трубка;
- Последующая шлифовка обрабатываемых поверхностей заготовки флюсом;
Когда подготовительные этапы завершены, следует непосредственная пайка труб. Она осуществляется внахлёст – глубина раструба не должна быть меньше 5 мм, в идеале соединяемые части должны максимально плотно прилегать друг к другу.

При правильной последовательности действий во время пайки должен получиться капиллярный эффект. Это означает, что расплавленный до жидкого состояния припой заполняет собой вакуум между стенками соединяемых деталей. Он возможен только в том случае, когда зазор варьируется в пределах 2-4 мм.
Процедура пайки своими руками включает несколько последовательных этапов:
- Трубки состыковываются друг с другом через предварительно созданный раструб;
- На короткое время, около 30 секунд включается сварочный пост, и припой расплавляется до жидкого состояния;
- Расплавленный припой растекается внутри медной конструкции и заполняет собой всё свободное пространство, соединяя две медные трубки в единую. На этом пайка может считаться законченной;
- Получившуюся деталь необходимо охладить до комнатной температуры, просто оставив остывать;
В этот момент нельзя искусственно ускорять процесс охлаждения изделия, так как это снижает качество и прочностные характеристики медной конструкции.

Чем покрасить медные трубы отопления?
Чтобы покрасить изделие из меди, можно использовать несколько видов краски:
- Алкидную эмаль. Устойчива к высоким температурам, физическим воздействиям.
- Акриловую краску. Изготавливается на основе органических растворителей.
- Красящий состав на водно-дисперсионной основе. Быстро высыхает, но удерживается на поверхности короткий промежуток времени.
Наносить краску на металлическое основание просто. Его срок службы напрямую зависит от выбранного красящего состава, средний показатель долговечности — около 5 лет. Для повышения адгезии металл нужно зачистить мелкой наждачной бумагой.









Медные трубы редко применяются для изготовления трубопроводов. Связано это с их высокой ценой. Если средств достаточно, это лучший вариант по долговечности, надежности
Важно грамотно выбрать тип соединения отдельных элементов, чтобы система прослужила как можно дольше
Как еще можно соединить элементы из меди
Длительный срок эксплуатации, устойчивость к коррозии, небольшой вес и наличие антибактериальных свойств сделали медное соединение достаточно популярными в определенных кругах. Высокая теплоотдача позволяют использовать материал системами охлаждения. Перед тем, как паять медные трубы, необходимо определить способ пайки, кроме температурных воздействий, существуют различные фитинги, применение которых зависит от степени повреждения или конструкции стыка.
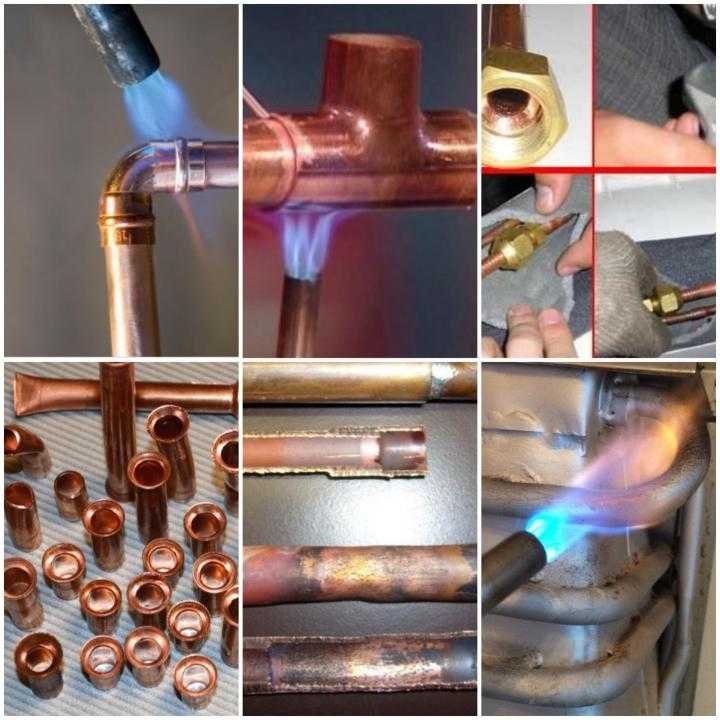
Фитинги под медную трубу
Типы медных фитингов под пайку
Альтернативный способ пайке является использование фитингов в соединении медных труб. Существует два основных вида:
- Обжимные имеют внутри конструкции кольцо, которое предоставляет возможность создать герметичное соединение. Конструкция изготавливается из латуни.
- Отличающиеся по диаметру от внешнего показателя капиллярные фитинги. Процесс подразумевает стыковку пайкой, путем различия диаметров и сжатия, тем самым производится соединение.
Применяются вышеперечисленные способы стыковки в местах, где происходит частая смена элементов. Причинами замены могут быть взаимодействие с агрессивными металлами, стыковка с отличными по составу материалами.
Особенности пайки меди
Стыковка отрезков производится с обработки краев металла. Размер фитинга должен соответствовать заданной конфигурации, не допускается растягивание металла до нужного размера, в этом случае, теряется прочность и эластичность. Зачистка происходит по порядку, расширенный элемент очищается внутри, а стыкуемый снаружи. При работе паяльником, разогревается припой от наконечника. Для осуществления качественного соединения медных труб понадобится опыт, так как можно допустить непоправимые ошибки.
Применяются медные изделия практически во всем холодильном оборудовании различных типов. Материал хорошо зарекомендовал себя промышленности, применяется в электромеханических целях, при прокачке горючих материалов.
Минусы труб из меди
Одним из главных недостатков является высокая цена медных изделий. Альтернативные материалы из пластика или стали могут быть значительно дешевле. Материал металла мягкий, при малейшем внешнем воздействии происходит деформация, выход из строя определенного участка.
https://youtube.com/watch?v=U2XvjUSkwJs
Передача горячей воды в отопительных системах может быть травмоопасной, так как медь обладает высокой теплоотдачей. Потери тепла исключаются применением изоляционных материалов, для безопасной эксплуатации необходимо утопить трубы внутри материалов отделки помещения.
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
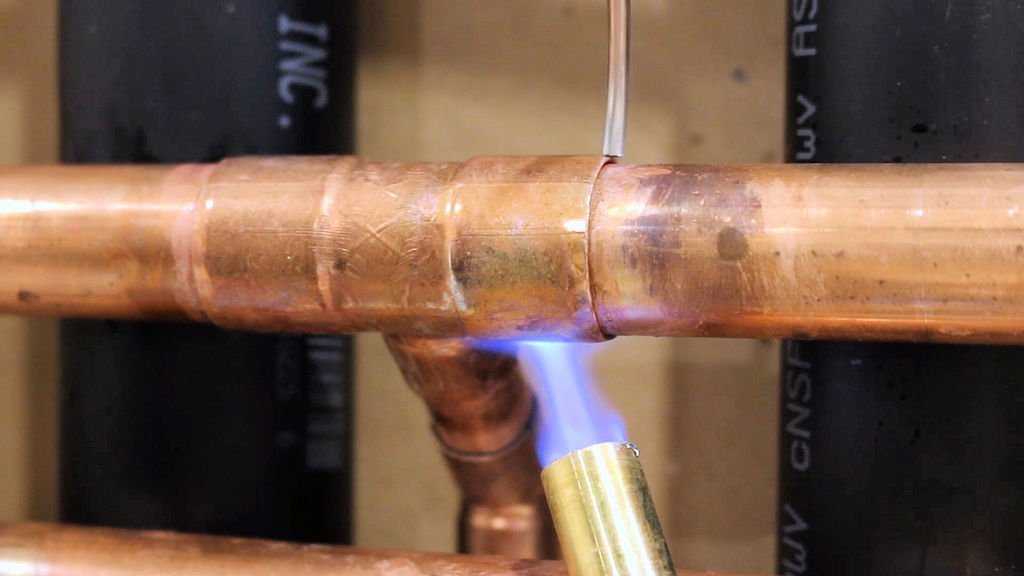
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.









Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации. Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается
Такие же действия выполняются со вторым сегментом
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
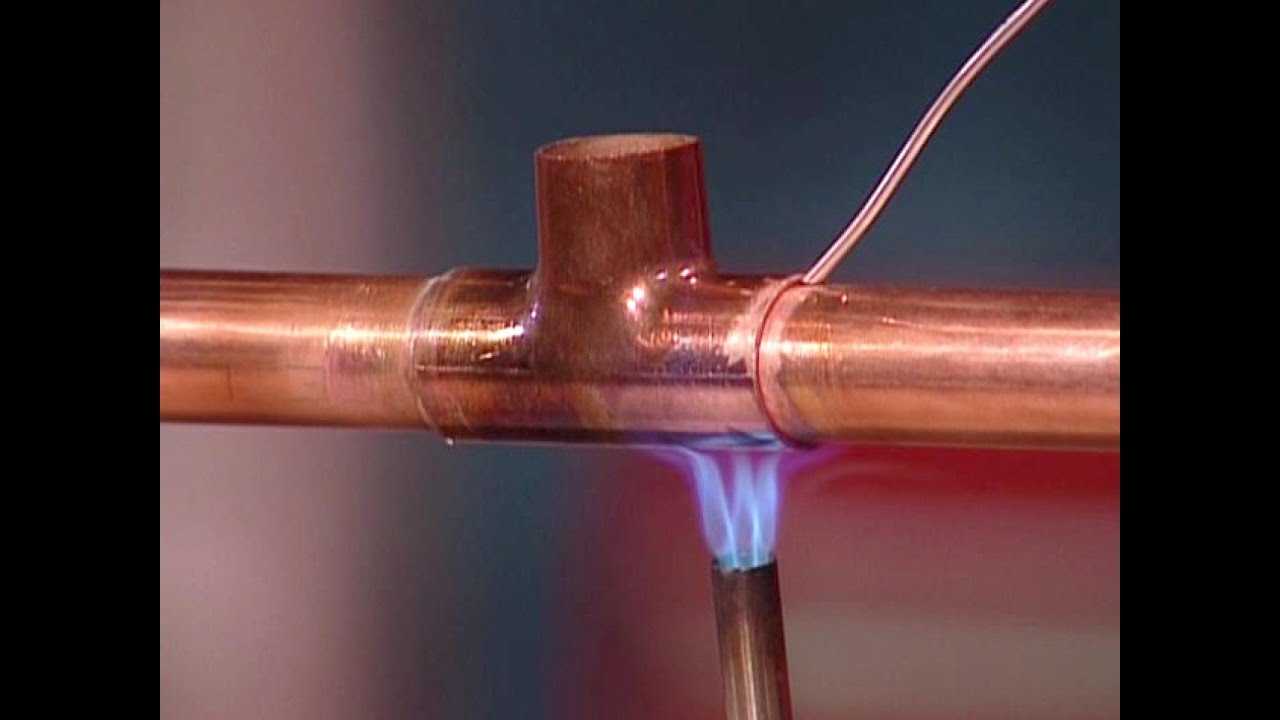
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.







Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой





